
公司动态
查看分类公司动态
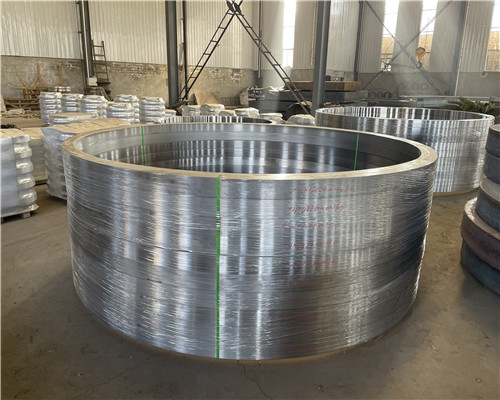
定襄联泰法兰公司山西大口径法兰的实用特性?
来源:云更新 时间:2023/4/6 9:06:22 次数:
定襄联泰法兰公司在设计大型法兰的时候需要注意的几点:
工装性能要求:
大型法兰的两个法兰面是相互垂直的,而立式车床的工作台是水平回转的,所以该工装的主要功能是利用大型法兰上的螺栓孔把工装与法兰连接在一起。
工装装夹在工作台上时应保证被加工的法兰平面与立式车床工作台同心并平行,为减少工装数量,该工装要能变换装夹位置,保证在1个工装上能加工弯头2端大小法兰。同时该工装需要具备足够的刚度,否则将严重影响法兰密封环槽的加工质量。
在满足使用情况下,应尽量降低工装的高度,这样做是为了提高刚度便于操作。该工装与大型法兰固定后回转半径不应超过立车的工作半径,并能方便装夹易于调整,方便进刀切削。
工装设计制造:
大型法兰由2块互成900的装夹底板,2块法兰托板和2块立板及4块加强筋板组焊而成。为保证工装的刚度,相连板块焊缝应开坡口焊透,焊角高20—30mm。
在法兰托板上钻有相应的螺栓孔,保证山西法兰能与法兰托板用螺栓准确连接,法兰背面与托板之间留有能放入小型手动千斤顶的空隙,同时按顺着立板方向在法兰托板上开出缺口,以便将弯头装入工装之中,采用较厚钢板制成近似槽型结构的工装,能够满足切削时对刚性的需求。
不锈钢平焊法兰加工中的常见问题及解决方案
1、焊缝缺陷:不锈钢平焊法兰的焊缝缺陷较严重,如果是采用手工机械打磨处理方法来弥补,那么产生的打磨痕迹,造成表面不均匀,会影响美观。
解决方案:定襄法兰厂家为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置。需要进行焊接的时候,要调好预压时间,维持时间,保压时间,休止时间,保证工件可以点焊牢固。
2、划痕难除去:整体酸洗钝化,在腐蚀介质存在的条件下会发生化学腐蚀或电化学腐蚀而生锈,也不能去除由于划伤、焊接飞溅而粘附在不锈钢表面的碳钢、飞溅等杂质。
解决方案:选择落料,完成后,进入下道工序,不锈钢不同的工件根据加工的要求进入相应的工序。
3、打磨抛光钝化不均匀:手工打磨抛光后进行酸洗钝化处理,对面积较大的工件,很难达到均匀相同的处理效果,不能得理想的均匀表面。还有它的缺点有工时费用,辅料费用也较高。定襄联泰法兰公司
解决方案:折弯时要首先要根据图纸上的尺寸,不锈304无缝钢管料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞而引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。
Copyright © 2020 定襄联泰法兰股份有限公司 版权所有
技术支持: